| 无缝钢管 | 国标 |
|---|---|
| 无缝钢管 | 国标 |

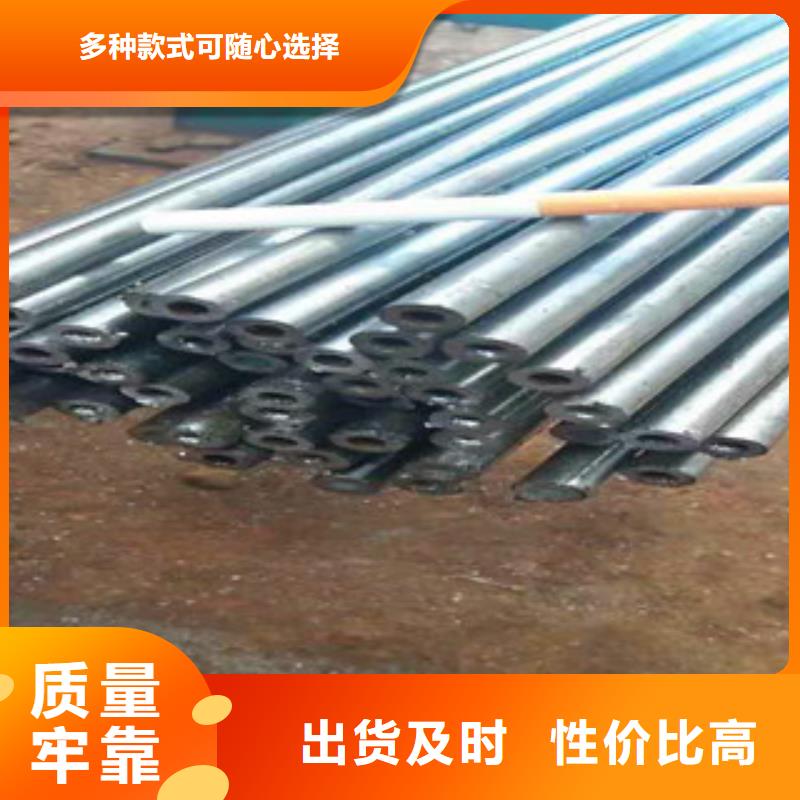
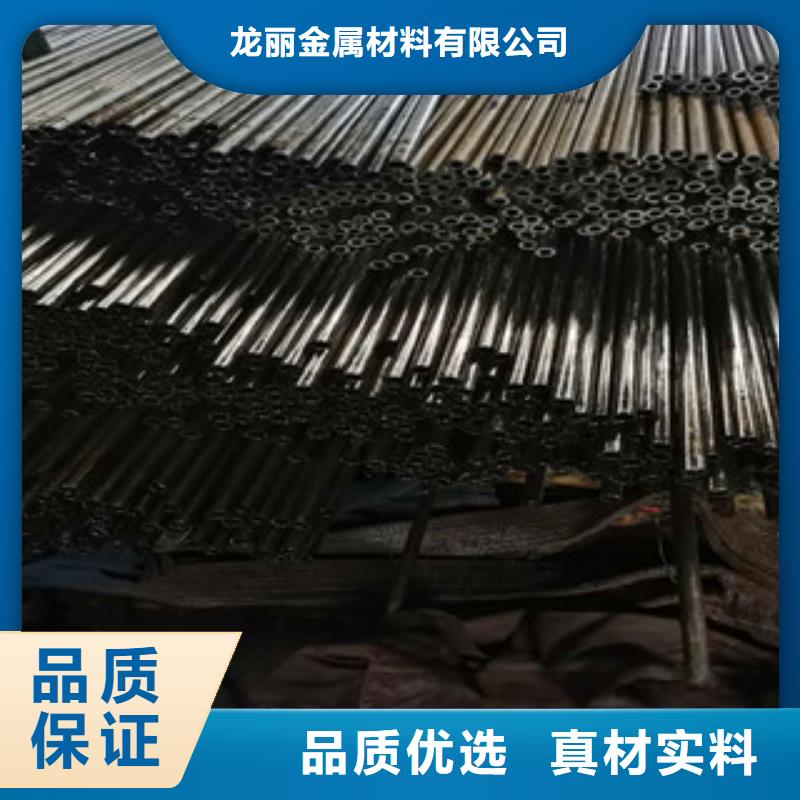
龙丽金属材料有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 四川德阳20号精密钢管。



精密钢管生产方式:
(3)长芯棒滚模拔制圆管工艺(图7)。中国北京科技大学研究成功的多辊滚模长芯棒拔制圆管的过程是:拔制前先将管头缩口,使之与芯棒锥形过渡区相配合以卡住管子。然后插入芯棒,且使长芯棒细端通过滚模。拔制时冷拔机钳口咬住芯棒细端做直线运动,并将管子和芯棒一起从滚模中拉出,实现管材减壁延伸变形,变单纯冷拔法为拔轧结合法。这种方法可获得大的道次变形量,可减少能量消耗,结构简单,管子表面质量好;缺点是脱棒较困难。




精密钢管的冷拔
拔制管材的各种常规方法如图1所示。
(1)无芯棒拔管,用于只减小管子外径。
(2)不动短芯棒拔管,用于同时减小管子外径和壁厚;这种方法由于芯棒固定,且使用固定外模,摩擦阻力大,拔制力大,道次变形量小;优点是拔制方法简单,故被广泛应用。
(3)浮动芯棒拔管,常用于卷筒拔管,能生产很长的管子(100m以上)。浮动芯棒拔制时拔制力较小,可提高道次变形量;由于不存在拉杆的限制,可带芯棒拔制直径很小的管子。
(4)长芯棒拔管,拔管时由于芯棒同管子一起运动,基本上了芯捧上的摩擦阻力,因而可降低拔制力和增加道次变形量;芯棒运动还可降低管子内表面粗糙度;长芯棒拔管的缺点是对芯棒要求严格,且拔后要脱棒。脱棒的方法有两种:一种是在斜轧机上将管子和芯棒一起展轧,使管子少量扩径,之后在抽棒机上将芯棒抽出;另一种是利用双模拔制来进行抽芯棒前的扩径(见图2),后一个模子是附加模,通过附加模时管壁只有很小的变形量,管子直径稍有扩大,可降低脱棒时的脱棒力;也可用两个四辊滚模进行展轧脱棒。
(5)扩径拔管,管子壁厚减小,直径增大,管长有些缩短;扩径拔管时,管子固定不动而拉杆带动芯棒从管内通过。